 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Aktualności - Dongying Haorun Chemical Co.,Ltd.")
Zadzwoń do nas
+86-13906474940
Wyślij do nas e-mail
sales@tenachtyre.com

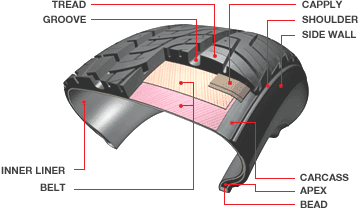
Najczęstsze wady jakościowe i ich przyczyny w procesie produkcji opon (1)
Typowe wady jakościowe i przyczyny tłoczenia bieżnika
1. Przyczynami chropowatości powierzchni są: niska temperatura rafinacji cieplnej i nierówna rafinacja cieplna; Temperatura wytłaczania jest zbyt niska; Palenie gumy; Prędkość prasowania jest zbyt duża, a prędkość urządzenia łączącego nie jest z nią dostosowana.
2. Przyczynami powstawania dziur powietrznych wewnątrz bieżnika są: wysoka wilgotność lub substancje lotne w surowcach; Niewłaściwy proces rafinacji cieplnej z napowietrzeniem; Temperatura wytłaczania jest zbyt wysoka; Prędkość prasowania jest zbyt duża, a zapas kleju jest niewystarczający.
3. Powodem niespełnienia wymagań pod względem wielkości i masy bieżnika jest nieprawidłowy montaż płyty wytłaczanej; Deformacja płytki ustnej; Niewłaściwa kontrola temperatury rafinacji cieplnej i temperatury wytłaczania; Nierówna prędkość prasowania lub niewłaściwa koordynacja urządzenia łączącego; Niewystarczające chłodzenie po wyciśnięciu; Niewystarczająca rafinacja cieplna.
4. Przyczynami przypalania są: niewłaściwa konstrukcja formuły gumy i słaba skuteczność przypalania; Wysokie temperatury rafinacji cieplnej i wytłaczania; W głowicy maszyny nagromadził się klej, martwe narożniki lub blokada wody chłodzącej; Dopływ kleju zostaje przerwany, a pusty wagon zostaje zawalony materiałami.
5. Przyczynami pękania krawędzi są: niewystarczająca rafinacja cieplna i niska plastyczność materiału gumowego; Palenie gumy; Mały lub zablokowany wlot gumy siarkowej na krawędzi profilu bieżnika; Niska temperatura głowicy maszyny i płyty wylotowej
Poprzedni:Inteligentna technologia chroniąca opony
Wyślij zapytanie


X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności
Aktualności
 A co ze specyfikacjami opon do samochodów ciężarowych?2021/05/20
A co ze specyfikacjami opon do samochodów ciężarowych?2021/05/20Niezależnie od tego, czy jest to ciężarówka, ciężarówka czy samochód osobowy, rozmiar opony jest taki sam, wyrażony w milimetrach jako procent szerokości przekroju i współczynnik spłaszczenia. Dodaj: kod typu opony, średnica felgi (cale), indeks nośności (kod jakości dopuszczalnego obciążenia), kod ......
 Jakie jest ciśnienie w oponach ładowarek 30 i 50?2021/05/20
Jakie jest ciśnienie w oponach ładowarek 30 i 50?2021/05/20Ciśnienie w oponach 30 i 50 ładowarek wynosi odpowiednio 0,32-0,34 MPa i 0,28-0,30 MPa.